
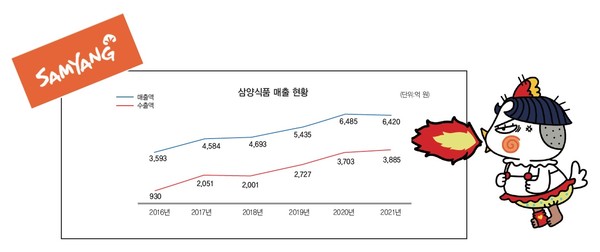
‘정직과 신용’이라는 창업정신을 바탕으로 국내 식품산업의 새로운 영역을 개척해 나가고 있는 삼양식품은 국내 최초 라면인 ‘삼양라면’을 출시한 기업으로 유명하다. 먹거리가 많지 않던 시절 삼양식품은 라면을 제 2의 주식으로 자리매김 시키며 새로운 식문화를 만들어 왔다. 2016년 세계적인 유행으로 번진 Fire noodle challenge를 계기로 세계적인 브랜드로 성장한 ‘불닭볶음면’은 해외 매출을 급격히 증가시키며 K-Food 열풍을 선도하고 있다. 이러한 열풍으로 인해 삼양식품의 수출비중은 급격하게 늘어나고 있는 상황이다. 삼양식품에 따르면 전체매출에서 해외 매출이 차지하는 비중은 이미 60%를 넘어섰다. 2017년 1억불, 2018년 2억불, 2021년 3억불 수출을 달성하며 한국 라면 수출의 절반을 책임지고 있다. 해외 생산 공장 없이 수출 전량을 국내에서 생산하는 삼양식품은 급격히 늘어나는 수출 물동량을 처리하기 위해 지난 2020년 밀양나노융합국가산업단지에 스마트 공장을 구축하기로 하고 착공에 들어갔다. 오는 5월 본격적인 가동을 준비하고 있는 밀양공장은 약 2,400억 원을 투자한 스마트팩토리로 수출 제품 생산에 전진기지 역할을 담당하게 된다. 생산에 따른 물동량을 처리하기 위해 밀양공장에는 자동화 물류센터도 함께 개발됐다. 삼양식품 밀양 자동화 물류센터는 밀양 공장에서 생산되는 제품의 수출을 책임지는 핵심적인 창구의 역할을 하게 될 것으로 기대되고 있다. 본격적인 가동에 앞서 삼양식품 밀양공장의 자동화 물류센터를 취재했다.
9개 물류센터에서 국내외 물동량 처리
삼양식품은 2년 전까지만 해도 다른 제조기업들과 마찬가지로 생산을 지원하는 부서로 물류가 존재했었다. 하지만 지금은 SCM 본부가 별도로 물류와 관련된 다양한 활동을 이어가고 있다. 코로나로 인해 중요성이 높아지는 물류의 역할과 증가하는 물동량에 따른 효율적인 물류 운영에 대한 필요성이 있었기 때문이다. 삼양식품이 생산하는 제품은 현재 국내 9개 센터를 통해 대형마트, 할인점, 온라인마트 할인점, 온라인쇼핑센터, 군납. 수출하는 형태로 운영되고 있다. 생산 공장이 있는 원주, 익산 CDC센터와 곤지암 허브센터, 일산, 대전, 대구, 광주, 부산, 제주의 RDC센터가 운영되고 있다. 원주, 익산의 경우 생산된 제품이 공장과 함께 운영되고 있는 물류센터에서 RDC센터나 허브센터로 이동되거나 직납되는 형태로 운영되고 있으며 곤지암 허브센터의 경우 비상시 제품을 보낼 수 있도록 일정 이상의 재고를 보유하고 있는 센터로 운영되고 있다. 때문에 CDC를 제외한 물류센터 중 곤지암 허브센터의 규모가 가장 큰 형태를 띠고 있다. 수출은 현재 원주와 익산에서 생산된 제품을 컨테이너에 상차해 군산, 평택, 인천, 부산항을 통해 해외 90여개국에 해상운송으로 운송되고 있으며 해당 지역의 위탁 판매점을 통해 공급되고 있다. 삼양식품의 첫 번째 스마트팩토리인 밀양공장이 올해 본격적으로 운영을 시작하면 밀양 CDC센터를 포함해 10개 물류센터가 운영될 예정이다. 밀양 공장은 해외로 수출되는 물량의 생산 전진기지 역할을 담당하게 되며 밀양 자동화 물류센터는 밀양공장에서 생산되는 수출물량을 처리하는 역할을 담당하게 된다. 밀양 자동화 물류센터가 본격적으로 가동을 시작하더라도 기존 9개 물류센터의 역할은 바뀌지 않을 것으로 보인다. 최근 수출이 늘어나면서 기존의 생산거점과 물류거점에서 처리하기 어려운 상황을 대비해 개발된 거점이기 때문이다.
최고속 생산라인 지원 위해 자동화 물류센터로
본격적인 생산을 앞두고 마무리 작업을 하고 있는 밀양공장은 밀양나노융합국가산업단지에 첫 번째로 들어서는 생산시설이다. 대지면적 6만 8,830㎡(약 2만 856평), 연면적 6만 9,801㎡에(약 2만 1,152평) 지상 5층, 지하 1층 규모이다. 이중 3,500평에 자동화 물류센터가 들어서 본격적인 운영을 위한 준비를 하고 있다. 건축물의 연면적은 1,571평으로 최대 보관량은 6,000파렛트, 박스로 환산하면 40만 박스를 보관할 수 있는 대형 자동화 물류센터이다. 밀양공장이 본격 가동되면 삼양식품 전체 물동량의 35%가 밀양공장을 중심으로 움직이게 될 것으로 예상되고 있다.


초기 밀양 자동화 물류센터는 수동 물류센터로 설계됐었다. 하지만 자동화 센터로 변경이 불가피해졌다. 밀양 공장의 생산속도가 분당 800봉지로 국내 식품 업계 최고속 면 생산라인을 보유하게 되면서다. 생산 속도를 감안했을 때 인력과 지게차로 생산량을 처리하려면 현재의 물류센터보다 더 많은 공간과 인력이 필요한 상황이었다는 것이 삼양식품의 설명이다. 김경민 SCM본부 차장은 “자동화 물류센터 도입으로 수동 물류센터 대비 30% 수준의 공간에서 동일 작업을 수행할 수 있도록 효율성을 높였으며 운영인력도 수동물류센터 대비 70% 이상의 생산성 향상을 통한 효율적이고 안전한 물류센터 운영을 위해 자동화 물류센터로 변경하게 됐다”고 설명했다.
밀양자동화 물류센터, 제품의 경로 최적화에 초점
밀양공장은 해외로 수출되는 불닭볶음면류 봉지면, 용기면이 주력으로 생산될 예정이다. 여기에 삼양식품에서 새롭게 선보이는 신규 건면라인도 생산된다. 밀양공장을 통해 생산되는 면제품은 해외로 수출하는 제품인 만큼 할랄과 비할랄 제품으로 나눠 생산되며 85%이상이 수출될 예정이다. 또한 밀양 자동화 물류센터는 밀양공장에서 생산되는 30여종의 제품과 생산에 사용되는 부자재들을 동시에 보관하고 입출고하는 역할을 담당하게 된다.


밀양 자동화 물류센터는 밀양공장에서 생산되는 제품이 박스단위로 컨베이어벨트를 통해 입고되면 로봇 팔레타이징을 통해 자동으로 적재, 랩핑 되도록 설계되어 있다. 랩핑이 완료된 제품은 바로 출고 라인으로 이동되어 출고 준비를 하거나 보관을 위해 자동화 창고로 입고된다. 이렇게 입고된 제품은 WMS 오더를 통해 하역장으로 자동 출고 되는데 이 과정에서 인력에 의한 이동은 전혀 없도록 설계되어 있다. 주목되는 점은 제품의 특성을 고려한 설계를 통해 공간 효율을 높이고 처리 속도를 높였다는 점이다. 우선 로봇이 파렛트에 박스를 7단으로 적재해 팔렛타이징을 하게 되어 있다. 파렛트에 쌓여 있는 제품의 높이가 높아지지만 공간효율을 더욱 높일 수 있다. 이에 따라 자동화 창고의 렉의 높이도 일반적인 렉빌딩보다 높게 설계되어 있다. 자동화 창고 내부 렉의 셀 높이는 2.5m이며 14단을 적재 할 수 있도록 설계되어 있다. 팔렛타이징과 랩핑이 마무리 된 파렛트를 옮기는 RGV도 한 번에 한 파렛트를 싣고 이동하지 않고 두 개의 파렛트를 싣고 이동할 수 있도록 크기도 키웠다. 밀양공장의 생산속도가 워낙 빨라 속도를 맞추기 위한 설계라는 설명이다. 렉빌딩의 입출고 라인도 양쪽으로 배치해 원활한 이동이 가능하도록 설계되어 있다. 물류센터 출고의 경우 수출 출고라인을 별도로 배치해 컨테이너 적입 작업이 원활하게 이뤄질 수 있도록 했다. 일부 국내 출고와 부자재 입고는 별도의 공간에 배치했으며 윙바디 차량을 고려해 도크를 넓게 설계해 지게차를 통한 빠른 입출고가 가능하도록 했다. 김경민 차장은 “밀양 자동화 물류센터는 화물 이동 동선을 최적화 하는데 초첨이 맞춰진 물류센터”라고 강조했다.
제품 외에도 밀양 자동화 물류센터는 생산에 사용되는 부자재를 보관하고 필요에 따라 적시에 공장에 입고하는 역할도 하고 있다. 부자재의 경우 하역장에서 입고 검수 후 자동화 창고에 적재 되고 보관되다가 생산동에서 요청이 들어오변 RGV와 수직 반송기를 통해 원하는 층으로 자동 입고되는 시스템으로 움직인다. 이때도 일반적인 자동화 물류센터와는 다르게 식품의 안전을 위해 소독 후 공장으로 입고되도록 설계되어 있다.
환경과 안전을 고려한 자동화 물류센터 구축
최근 기업들의 ESG에 대한 관심이 높아지고 있다. 삼양식품도 이에 대응하기 위해 밀양공장 자동화 물류센터에 건물 일체형 태양광 패널을 설치했다. 이를 통한 연간 발전량은 436Mwh로 매년 나무 896그루를 심고 이산화탄소 배출량 194T 감소효과를 기대하고 있다. 또한 생산된 전기는 공장과 물류센터의 전력으로 활용해 사용 전력량을 줄일 예정이다. 태양광 패널과 함께 지난해부터 사내에서 사용하는 경유 지게차를 전기지게차로 전환해나가고 있다. 특히, 삼양식품은 납축베터리를 사용하는 전동지게차가 아니라 짧은 충전으로 장시간 활용이 가능한 리튬이온베터리를 사용하는 지게차를 도입하고 설계 단계부터 지게차 동선을 최적화 해 지게차 왕복 이동거리를 30m로 줄였다. 밀양 자동화 물류센터에 적용된 리튬이온 지게차는 향후 타 지역의 물류센터에도 순차적으로 적용해 나갈 예정이다.

현장 안전에 있어서도 기본에 충실한 관리를 통해 무사고 사업장을 만들어나갈 예정이다. 김경민 차장은 “안전은 기본에 충실하는 것이 최고”라며 “지속적인 안전교육과 일일 현장 점검, 물류 운송 장비의 안전관련 장치 활용, 안전관리자 및 현장작업자의 안전의식 고취를 통해 무사고 사업장이 되도록 노력할 것”이라고 강조했다. 실제로 이번에 밀양 자동화 물류센터에 적용된 리튬이온 지게차의 경우 측면과 후방의 위험 구간을 표시하는 레드빔을 설치했으며 RGV의 이동 통로는 안전펜스를 기존보다 높게 설치해 현장에서 일어날 수 있는 사고를 미연에 방지할 수 있도 준비를 마쳤다.


노후화 된 물류거점 고도화 추진
삼양식품은 밀양 자동화 물류센터를 추진하면서 기존 노후화 된 거점 시설을 고도화하고 최적화 하기 위한 컨설팅을 실시했다. 이에 따라 거점 재배치는 물론 내부 설비의 고도화를 추진해가고 있다. 현재 운영되고 있는 5개의 RDC중 일산과 부산을 제외하고 나머지 지역의 물류센터는 재배치를 완료했다. 김경민 차장은 “기존 거점의 경우 10년 전에 마련한 것들로 변화된 트렌드를 따라가지 못하는 측면이 있었다”며 “컨설팅을 통해 대전, 대구, 광주 거점을 재배치했으며 일산과 부산 또한 진행중에 있다”고 설명했다. 기존의 제조 시설의 물류체계 또한 고도화도 준비하고 있다. 다만 시점은 밀양이 안정화 된 이후가 될 것으로 보인다. 이와 함께 향후 해외 물류체계 일원화 관리를 위한 전문인력 채용과 조직체계도 내부적인 TFT를 통해 진행하고 있다. 삼양식품은 글로벌 식품 선도기업의 SCM 체계 선진화를 위해 과감한 투자와 자동화 시스템 구축을 추진한다는 방침이다. 김경민 차장은 “삼양식품은 글로벌 식품 선도기업으로 성장하고 있으며, 이를 안정적이고 체계적으로 운영하기 위한 SCM 일원화를 준비중에 있다”며 “밀양공장 자동화 센터 도입을 통해 물류체계를 선진화 하고 전국 거점에 대한 물류 고도화 진행으로 Logistics 4.0체계를 구축하고 있다”고 설명했다.